 联系电话:18554035658
联系电话:18554035658 服务项目
 网站首页>服务项目>转化炉炉管检测
网站首页>服务项目>转化炉炉管检测
转化炉炉管检测
发布时间:2020-09-27 浏览人数:24616



石化企业中,制氢转化炉是制氢装置核心设备,炉管承受高温(850℃~1000℃)、高压(2MPa~5MPa),服役条件恶劣。一台制氢转化炉中,转化炉管数量在几根至几百根,任何一根炉管的损坏,均将迫使整个装置停车,同时造成一系列的连锁反应,除造成巨大的经济损失外,还极易引起火灾、爆炸等事故。因此,对高温炉管进行检测评估和评价,保证其运行就显得十分必要。
随着石化行业的迅猛发展,对工业炉的运行提出了更高的要求。烟台慕迪公司将为用户提供专业、规范的服务,根据检测数据综合分析判定炉管的损伤级别,并对其剩余使用寿命做出预测。提前预防、预判,为装置的长周期平稳运行提供有力保障。
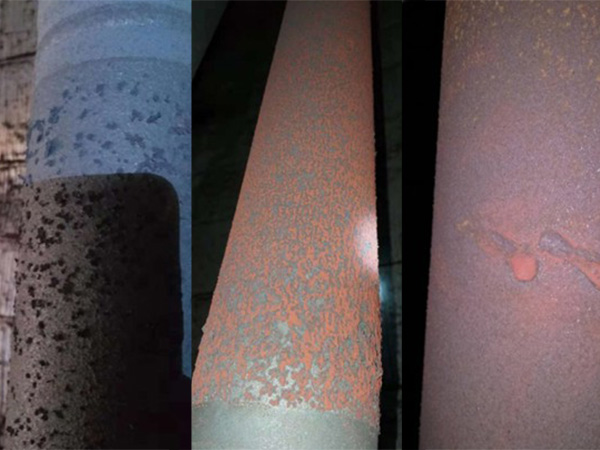
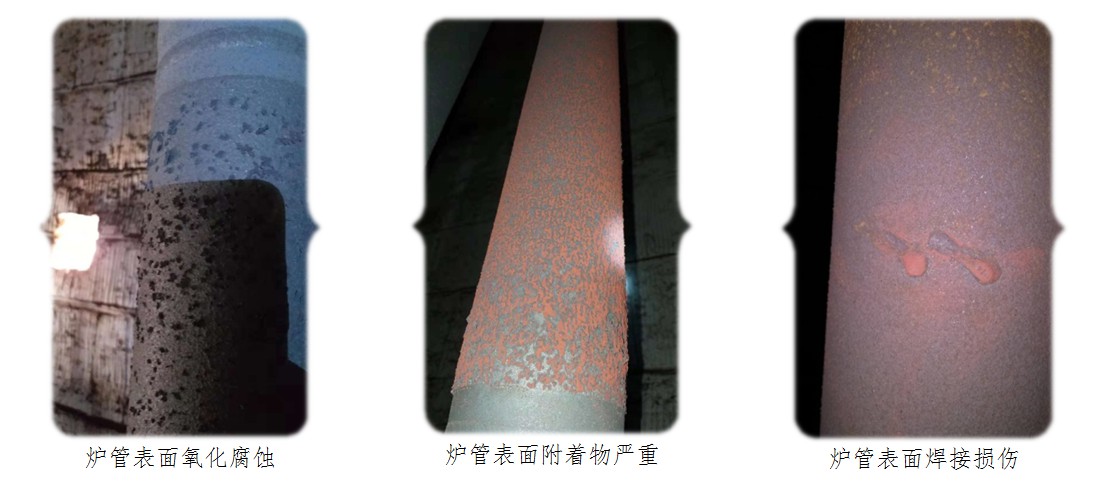
1、炉管宏观检测
检查炉管的外部腐蚀、裂纹、氧化爆皮(脱落)、鼓包、表面附着物、弯曲、有无明显蠕胀等情况,包括猪尾管、上部弹簧吊架、局部结构等。

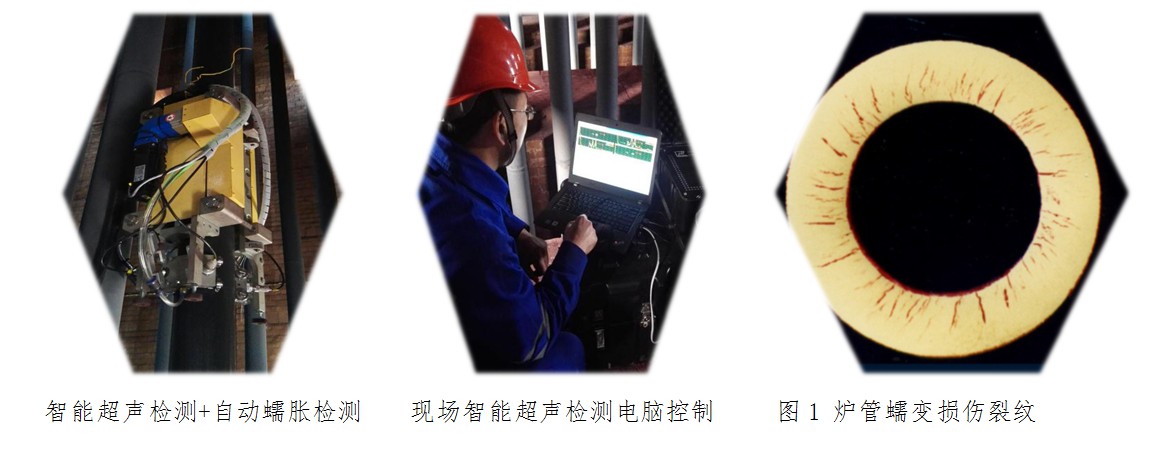
2、智能超声检测
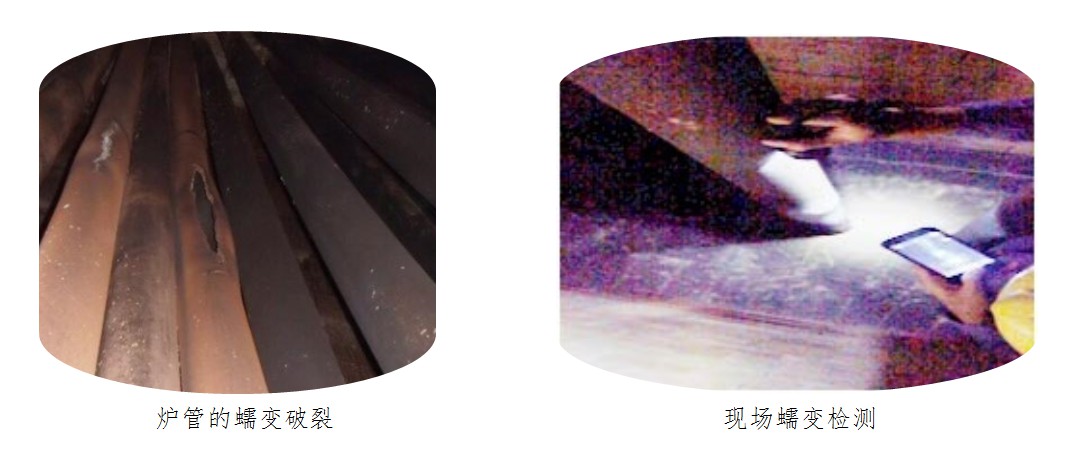
炉管承受高温和应力的联合作用,随着服役时间的增加,炉管会发生蠕变现象,蠕变发展到一定程度就会在组织薄弱处形成微孔洞,孔洞的逐渐长大、连接就形成了微裂纹,在一定应力的作用下,裂纹逐渐扩展(图1),到一定程度时就会失稳,导致炉管破裂。
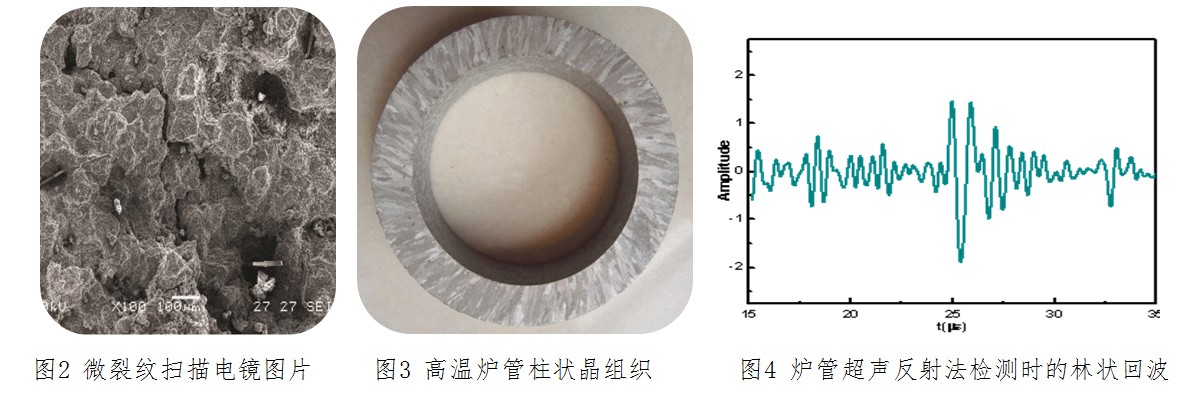
检测炉管内部裂纹和组织劣化程度的有效方法是超声波检测,但是由于高温炉管均采用离心铸造工艺制造,晶粒粗大(图3),采用常规脉冲反射法会产生林状回波,无法分辨缺陷波(图4),并且衰减较大,因此早期无法对炉管进行检测。
早在1982年,美国Conam公司在我国大庆化肥厂进行了现场实际检测,但其核心技术一直对外保密。
随着我国经济的发展,大型炼油装置和合成氨装置的不断引进,迫切需要快速、准确的高温炉管检测技术。公司多位专家及专业学科教授较早就着手此项技术的研究,成功地利用透射法对HP-Nb材料的高温炉管进行技术检测,检测波形清晰,定性准确,并在炉管的损伤形式、损伤级别评定及剩余寿命预测方面进行了大量的研究工作。 “炉管智能超声检测技术”已成功应用在全国多个厂家。
3、蠕胀检测
工业炉炉管在服役过程中,由于受到高温、高压联合作用下,炉管会发生尺寸变化产生蠕胀,蠕胀超过一定程度时,即便炉管内壁没有裂纹产生,也会由于组织劣化引起高温性能下降,导致炉管无法服役,因此对炉管的蠕胀检测就非常重要。
4、金相检测
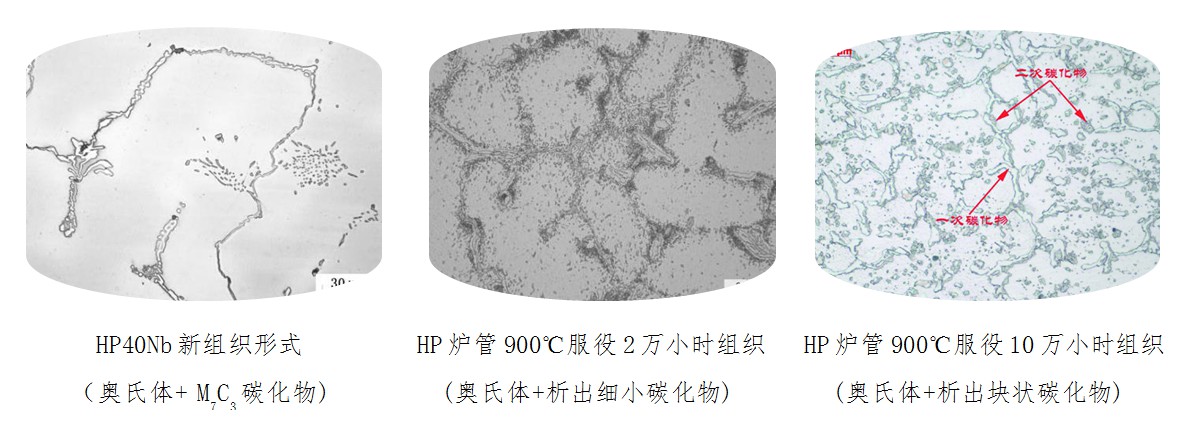
金相检测是炉管检验过程中不可缺少的重要环节,金相分析是判断炉管碳化物析出和表面氧化脱碳情况的重要依据,是炉管使用状况的实际反应,也是炉管剩余寿命评估和可焊性评判的重要依据。
室温下的铸态组织(新管)为过饱和的奥氏体+共晶体(奥氏体+M7C3碳化物)。在服役过程中,骨架状的M7C3共晶碳化物是不稳定的,很快就能全部转变成M23C6,骨架状共晶碳化物会转变成网链状,运行温度越高,服役时间越长,炉管组织网链状越明显,说明组织劣化越严重。
在高温运行时,二次碳化物会从奥氏体中弥散析出,并逐渐聚集、长大、粗化。二次碳化物终也向晶界扩散,与晶界碳化物结合,形成晶界链状碳化物,如下图所示,会导致炉管的高温力学性能严重下降。

5、硬度检测
炉管随着服役时间的增加,炉管组织会发生变化,碳化物粗化、转移、氧化、脱碳,会导致炉管硬度下降,而硬度一般与强度成正比,因此可以通过硬度变化来辅助推断组织劣化程度和强度下降幅度。

6、渗透检测
超声只能对炉管母材进行检验,如果要对焊缝外表面质量进行检测,需采用渗透探伤检测技术。上下猪尾管焊缝一般渗透检测;对流段弯头处焊缝渗透抽检5%~20%。如发现超标缺陷,增加检测比例。

7、厚度检测
炉管的壁厚测定,原则上根据炉管的规格、材质和使用年限情况,确定检测比例和点数,检测部位一般为炉管焊缝处光面。一般建议重点检查对流段直管和下部弯头厚度。若客户有自己的要求,则按要求执行。
8、PMI检测
采用进口手持式光谱仪,对母材进行化学成分半定量分析,来评估炉管及焊缝主要原始成分与标准要求有无较大的偏差或材料混用等。
9、射线检测
对工业炉炉管、集气管的焊缝进行抽检,分析服役后焊缝的质量。
10、管道内窥镜检测
采用美国进口高清晰管道内窥镜对内部进行透视拍照,分析内壁的损伤程度或查验是否堵塞,现场根据实际情况而定。
11、断裂韧性试验
旧炉管通过对含缺口试样循环加载,确定材料的条件断裂韧性K_q;新炉管通过对试样循环加载疲劳载荷、卸载,根据柔度的变化测量裂纹的长度,并采集数据,绘制J-Δa阻力曲线测定J_IC值。
从已使用炉管的宏观断裂韧性的测试结果可知:Kcr已经下降了近80%。结合断裂韧性分析及微观形貌分析可以评估炉管的劣化情况。

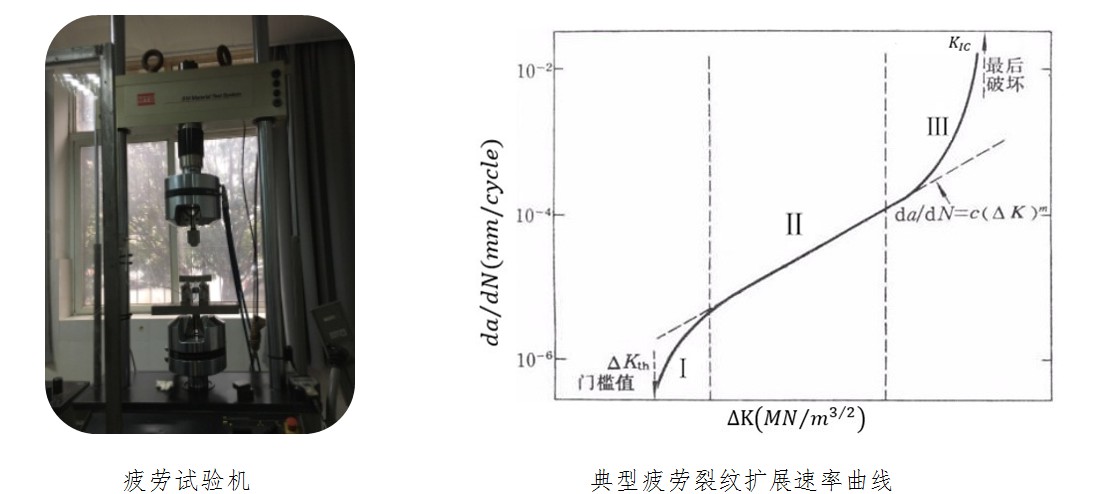
12、疲劳试验
在循环载荷作用下,承载结构或元件关键部位的材料在微观区域首先产生塑性变形,随着循环载荷的继续,裂纹在这个关键区域的薄弱点上萌生,开始出现微裂纹,接着微裂纹缓慢扩展,并逐步形成肉眼可见的宏观裂纹或工程裂纹,裂纹持续扩展直到断裂。通过试验数据,可以掌握炉管裂纹的扩展状态,从而对炉管寿命做出评估。
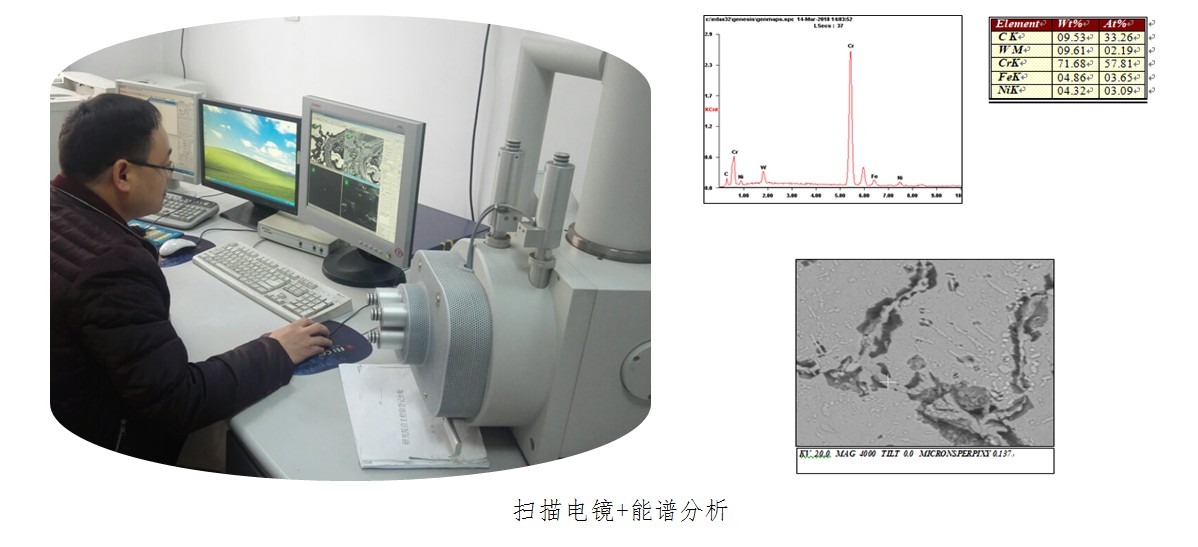
13、扫描电镜+能谱检测
随着科学技术的发展,现代检测技术持续进步,扫描电镜+能谱分析已成为检测金属材料物理性能的重要手段。用于金属材料的显微形貌观察、相组织与晶体结构分析、微区化学成分检测等。
14、力学性能检测
可以将损坏的炉管样件带回实验室,对样件进行常温机械性能、高温短时力学性能、高温持久机械性能等检验。并可以结合断裂力学相关试验,对炉管进行失效分析,判断导致炉管失效的主要原因或因素。
-

公司地址
中国(山东)自由贸易试验区烟台片区长江路160号星颐广场9号楼1712号 -

服务电话
18554035658 -

联系邮箱
暂无




 服务项目
服务项目 



